ELEKTROFÜZYON KAYNAK
Elektrofüzyon Nedir?

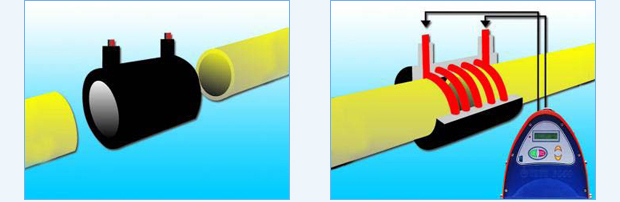
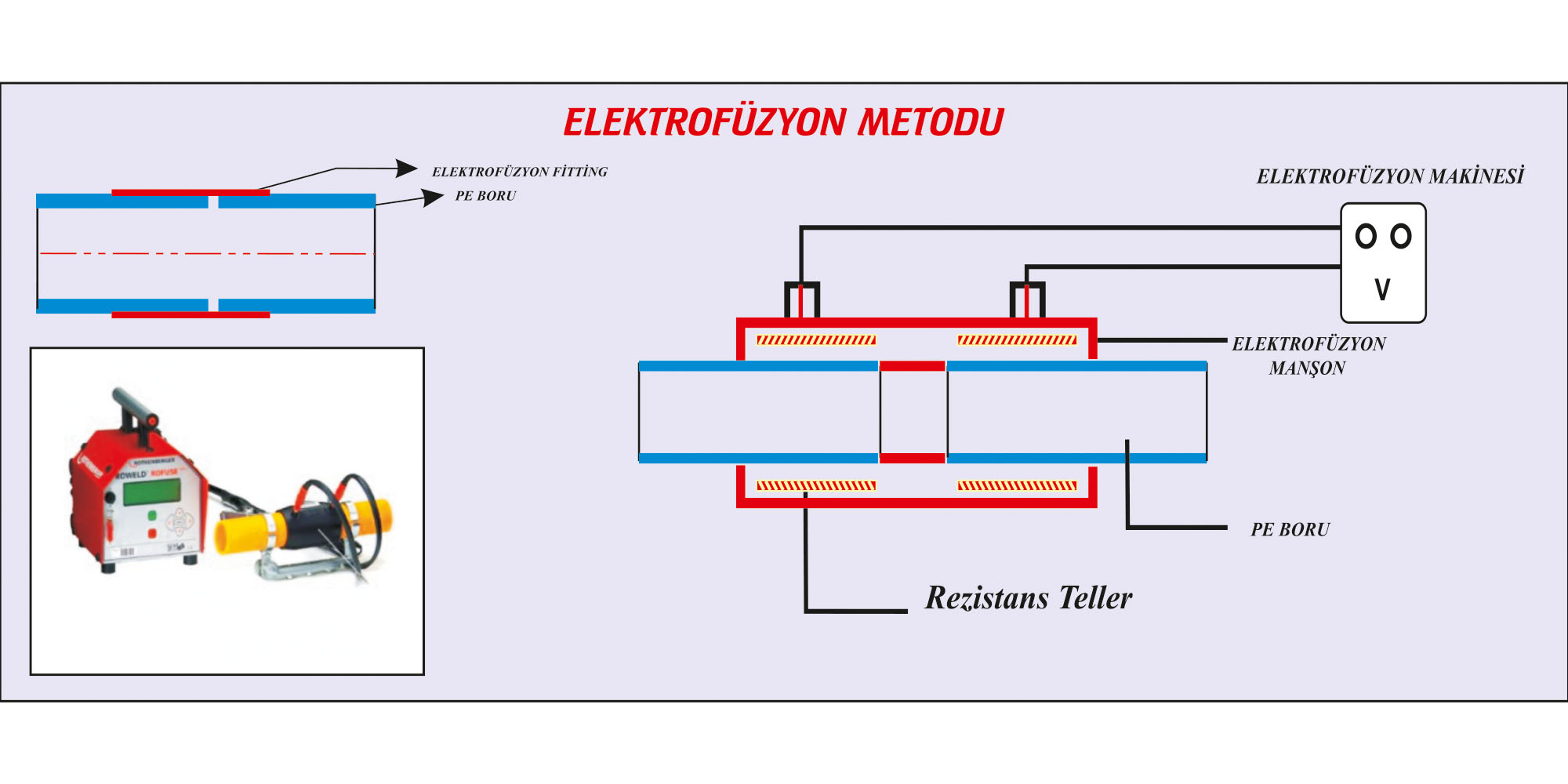
Elektrofüzyon kaynak yönteminde kaynak, manşon kısmındaki ısıtma rezistansları ile yapılır. Manşon
içine borular yerleştirildikten sonra kaynak makinesinin uçları manşonun delik içerisindeki rezistans
uçlarına bağlanarak rezistanslar akım ile ısıtılır. Rezistansların ısınması sonucu manşonun et kalınlığının
borunun et kalınlığından daha çok olmasından dolayı, boru cidarının ısısı, manşon cidarının ısısından daha
yüksek olur. Bu ısı farkından dolayı boru içerisinde basınç oluşur. Boru üzerindeki basınç ile boru
içerisinde oluşan basınç sayesinde kaynak işlemi gerçekleşir.
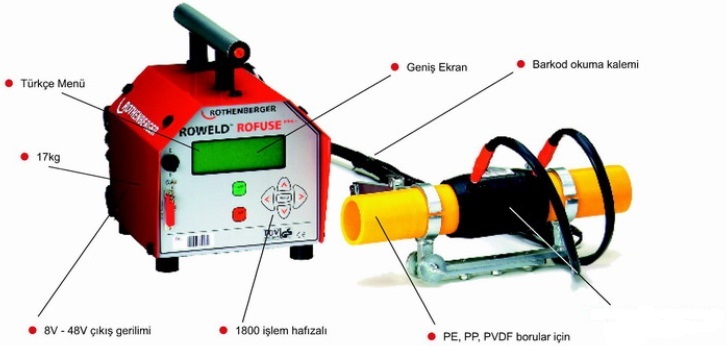
Bu kaynak işlemi için kullanılan elektrofüzyon kaynak makineleri hafif olduğu gibi, değişken kaynak
parametreleri ile kaynak yapma ve gerekirse yapılan kaynakların bilgi dokümanlarının alınmasına da
olanak verirler.
• Elektrofüzyon kaynak işleminde aynı hammaddeden yapılmış borular kaynatılabilir.
• Eriyik akış hızı HDPE-elektrofüzyon birleştirme için 0.3….1.7 gr/10 dk. (l90°C/5 kgj’dir. Kaynak
yapılacak borular ve manşonun eriyik akış hızlarının bu değerler arasında olması gerekmektedir. Aynı
eriyik akış hızına sahip borular kaynak yapılabilir.
• Kaynak yapılacak alanın kötü hava koşullarından etkilenmeyecek şekilde korunması gerekmektedir.
(Örneğin: Kar, yağmur, rüzgar, etkili güneş ışınları vb.)
• Kaynak yapılacak ortamın ısısı 5°C ile 50°C arasında olmalıdır.
• Genel olarak elektrofüzyon kaynak makineleri üzerinde barkod okuyucular ve elektrofüzyon ek parçalar
üzerinde kaynak parametrelerini içerir barkodlar bulunmaktadır. Kaynak parametreleri barkod üzerinden
makineye yüklenmekle birlikte, ek parça üzerinde yazan kaynak parametreleri manuel olarak da kaynak
makinesine yüklenerek kaynak yapılabilmektedir.